企业免费推广平台

临清市新华路金宇液压维修部液压打包机油缸|大型非标油缸|卧式打包机主油缸|液压油缸及液压配件
135****6162
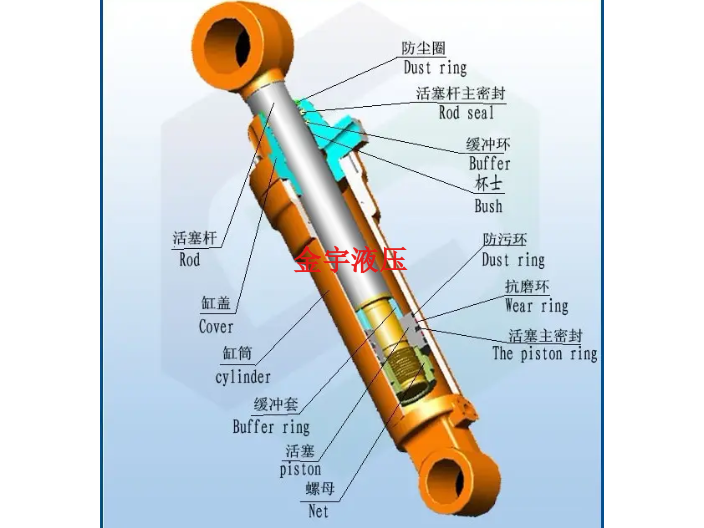
将工作油的流动变为直线运动的执行元件称液压油缸,分单动型和复动型。利用工作油的流量和压力进行直线运动的液压装置称液压油缸。液压油缸中,油的出入口只有一个,只向推的方向(伸长侧)动作的称为单动油缸,油的出入口在活塞的两侧,向推、拉(收缩侧)两个方向动作的称为复动油缸。建设机械的大臂起伏、伸缩用、外伸叉架伸缩用大臂、小臂、挖斗动作用等中使用的都是复动油缸。油缸的分类单动型和复动型单动型的场合,油的出入口在杆侧或是头侧中的任一方,只向某一方运动。反方向的动作的进行要靠自重、负荷,江苏微型活塞型液压油缸、弹簧和其他油缸等,江苏微型活塞型液压油缸。复动型的场合,油的出入口在杆侧和头侧两方,靠方向转换阀转换工作油的流入、排出方向,使活塞进行往复运动。单杆和两杆型活塞杆只装在活塞一侧的液压油缸称单杆型,江苏微型活塞型液压油缸,装在两侧的称两杆型。杆侧(小腔)和头侧(大腔)(单杆型液压油缸)在单杆型液压油缸,将活塞杆的出入侧称为杆侧,将其反向侧称为头侧。液压油缸的性能液压油缸的输出用下式表示。活塞的受压面积(cm2)×比较高压力(kg/cm2)=比较大推力(kg)只要是同样大小的油缸,比较高压力、即通向液压油缸的回路的溢流阀的设定压越高,液压油缸的输出越大。而工作油的压力相同时。液压缸基本上由缸筒和 缸盖 、 活塞 和 活塞杆 、 密封装置 、缓冲装置与 排气装置 组成。江苏微型活塞型液压油缸

液压油缸缸体内孔表面划伤的不良后果及快速修复方法:①划伤沟槽挤出的材料屑沫会嵌入密封件,运行时在损坏密封件工作部位的同时,可能造成新的划伤区域痕路。②恶化缸筒内壁的表面粗糙度,增大摩擦力,易产生爬行现象。③加重液压油缸的内泄漏,使液压油缸工作效率降低。引起缸体内孔表面划伤的主要原因如下。(1)装配液压油缸时造成的伤痕①装配时混入异物造成伤痕液压油缸在总组装前,所有零件必须充分去除毛刺并洗净,零件上带有毛刺或脏物进行安装时,由于"别劲"及零件自重,异物易嵌进缸壁表面,造成伤痕。②安装零件中发生的伤痕液压油缸安装时,活塞及缸盖等零件质量大、尺寸大、惯性大,即使有起重设备辅助安装,由于规定配合间隙都较小,无论怎样均会别劲投入,因此,活塞的端部或缸盖凸台在磕碰缸壁内表面时,极易造成伤痕。解决此问题的方法:对于数量多,上批量的小型产品,安装时采用专制装配导向工具;对重、粗、大的大、中型液压油缸,只有细致、谨慎操作才能竭力避免。③测量仪器触头造成的伤痕通常采用内径千分表测量缸体内径时,测量触头是边摩擦边插入液压油缸体内孔壁中的,测量触头多为高硬度的耐磨硬质合金制成。一般地说。山东加工活塞型液压油缸厂家直销工作时柱塞总受压,因而它必须有足够的刚度;
会使油污浸入缸体,造成粘接不牢,甚至脱落。打磨时先将挤伤部位高出基准面的部分打磨至基准面以下,以防止柱塞的再划伤,再用什锦锉将划伤沟槽内的油污、异物剔出,后用旋转锉将整个划伤面打毛。)清洗和加温干燥,对已打磨好的划伤面用擦试干净。然后用热风机或碘钨灯将水分烤干,同时也对待修复表面进行预热,尤其在室温低于15℃的情况下,必须对待修复表面进行预热。2、调和材料:严格按照比例进行调和,并搅拌均匀,直到没有色差。3、涂抹材料:将调和均匀的2211F涂抹到划伤表面;层要薄,要均匀且全部覆盖划伤面,以确保材料与金属表面好的粘接,再将材料涂至整个修复部位后反复按压,确保材料填实并达到所需厚度,使之比缸筒内壁表面略高。4、固化:材料在24℃下完全达到各项性能需要24小时,为了节省时间,可以通过卤钨灯提高温度,温度每提升11℃,固化时间就会缩短一半,佳固化温度70℃。5、材料固化后,用细磨石或刮刀,将高出表面的材料修复平整,施工完毕。6、活塞杆表面划伤的修复;活塞杆表面因内部或外部原因导致直线划伤、碰伤等;内部原因主要有:液压油的污染,液压系统有异物,进入到油缸内部;外部原因主要有:恶劣环境作业,矿山、山区、拆建作业等。
若焊接材料的选择和焊接过程控制不好,则焊缝和近缝区可能产生硬脆的马氏体组织,导致接头使用性能下降,在振动或疲劳载荷下容易破坏,也易诱发冷裂纹。钢的焊接性评价焊接热影响区的淬硬倾向与钢的化学成分直接相关,而碳的影响**为明显。为粗略估算低合金**度钢冷裂敏感性的高低,将钢中(包括碳在内)对淬硬、冷裂纹及脆化等有影响的合金元素含量换算成碳的相当含量(碳当量),对确定预热、焊后热处理、线能量等焊接工艺有重要作用,因此,碳当量(Ceq)常用于评价钢的焊接性。Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/527SiMn钢碳当量Ceq=,大于临界值,45钢属中碳钢。两者的淬硬性均大,热影响区容易产生裂纹,焊接工艺性差,因此,要确保获得良好的焊接质量,必须采取合适的焊接工艺。焊接工艺(1)焊接试件。采用材质为27SiMn与45的无缝钢管对焊,钢管尺寸φ6×8,坡口角度60°,钝边1mm,间隙2mm,如图2所示。(2)CO2气体保护焊。保护气体为φ(Ar)80%+φ(CO2)20%,保护气体流量12~18L/min,焊丝伸出表2钢材(管)的力学性能(3)焊接材料。异种钢焊接的关键是正确选择焊接材料,由于焊缝和熔合区的化学成分和金相组织不均匀,物理性能也发生了变化。活塞式 单活塞杆液压缸只有一端有活塞杆。

柱塞的另一端通过密封套同轴安装在柱塞缸套内,并通过前导向套和密封螺母在密封套的两端限位固定。所述的过渡轴的长度大于柱塞贯穿密封螺母后插入在柱塞缸套内的柱体长度,使卸下过渡轴后,柱塞的一端与活塞的一端接触,且柱塞的另一端与密封套之间留有间隙。所述的柱塞的一端加工成圆柱形的连接端,使圆柱形的连接端与柱塞连接件刚性连接。所述的过渡轴的一端为与柱塞的连接端相匹配的圆柱形结构,使过渡轴与柱塞连接件刚性连接。所述的连接端和圆柱形结构上均设有凹槽,柱塞连接件的两端设有与凹槽相匹配的凸缘,使连接端和圆柱形结构固定安装在柱塞连接件内。所述的过渡轴的另一端为圆柱形并与活塞的一端匹配连接,且过渡轴的另一端表面设有螺纹结构,连接件通过螺纹旋接在过渡轴的另一端和活塞的一端上。所述的过渡轴的大外径小于密封螺母的小内径。本实用新型改变了柱塞与活塞的连接方式,使柱塞泵的柱塞及其密封套的拆装和更换更便捷。附图说明图1是现有技术的柱塞与活塞的连接剖视图;图2是现有技术的柱塞与活塞拆卸时的剖视图;图3是本实用新型柱塞与活塞的连接过渡装置的剖视图;图4是本实用新型柱塞与活塞的连接过渡装置拆卸时的剖视图。图中,1柱塞,2连接件。有多个一次运动的活塞,各活塞逐次运动时,其输出速度和输出力均是变化的。山东供应活塞型液压油缸产品介绍
以完成特殊的功用。液压缸结构简单,工作可靠,在机床的 液压系统中得到了的应用。江苏微型活塞型液压油缸
用肉眼检察焊缝表面咬边、焊瘤等,用焊接检验尺测量焊缝余高、凹陷等缺陷,均符合质量要求;检测焊件的变形,也在许可范围内。。按国标GB/T3323-2005规定,对试件做双壁单影法检查,焊缝内裂纹、未熔合、未焊透及条状夹渣,经查验,均达到了Ⅰ级焊缝标准。c.拉伸试验和弯曲试验。异种钢焊接要求接头的抗拉强度不低于两种母材中抗拉强度较低材料的**低允许值,该焊接接头的抗拉强度略大于45钢,满足强度要求,拉伸断裂部位在焊缝处,如表5所示。经对试件做弯曲试验,弯曲180°,背弯、面弯弯头直径为4倍壁厚,如图5所示,无裂纹。接头力学性能均合格。的抗拉强度不低于两种母材中抗拉强度较低材料的**低允许值,该焊接接头的抗拉强度略大于45钢,满足强度要求,拉伸断裂部位在焊缝处,如表5所示。经对试件做弯曲试验,弯曲180°,背弯、面弯弯头直径为4倍壁厚,如图5所示,无裂纹。接头力学性能均合格。(3)工件的液压试验。按设计要求,试验压力为公称(额定)压力的~倍水压,因此,对额定工作压力16MPa的液压缸一般加20MPa的试验压力,保压40min,检查焊缝是否有泄露。经检查无泄露,液压试验合格。4结论27SiMn钢管是制造液压油缸体***选用的材料。江苏微型活塞型液压油缸
临清市新华路金宇液压维修部时目前国内以个体经营模式存在的二十年生产型老厂,二十年间服务过多家大型国企及山东省油缸上市公司。时间沉淀的是技术与理念,市场沉淀的是信任与实力,希望有意向合作伙伴携手共赢!!山东临清市金宇液压维修部主营:液压油缸,活塞油缸,前法兰系列油缸,绞轴式液压油缸,报盘式液压油缸等产品厂家直销,价格公道。我司拥有二十年的油缸销售、制造、安装、服务经验,技术先进,值得信赖,如有山东油缸、液压缸、活塞、前法兰、绞轴式等液压油缸的需求,欢迎来电咨询!
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
临清市新华路金宇液压维修部 Copyright © 商名网营销建站平台 All Rights Reserved.